联系我们
山东威力重工液压机厂家
电话:18306370979
传真:0632-5863817
邮箱:2335649508@qq.com
地址:山东省滕州市开发区春滕东路999号行业动态
多向热模锻液压机选择多少吨合适?
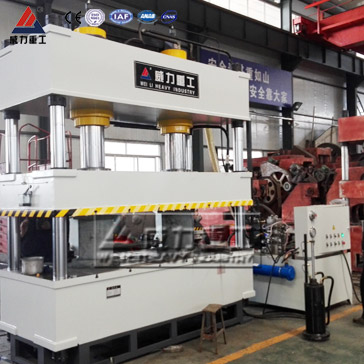
山东威力重工曾为客户设计定制几台多向热模锻液压机,设备采用立卧组合结构,可用于多分支和多孔腔锻件的加工,可加工一些普通锻压设备无法加工的复杂工件,比如锻造齿轮、挖掘机斗齿等。威力重工可以根据锻件的工艺需求设计多种模锻液压机,具体的型号和吨位,需要看客户的预算以及产品工艺要求来定。

图片仅供参考,详情请咨询18306370979(微信同号)
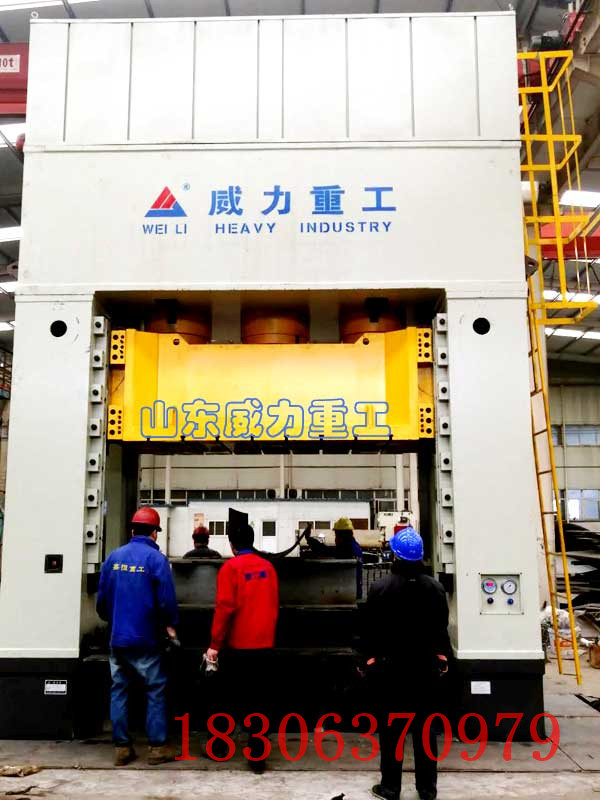
多向热模锻工艺需要的液压机吨位一般都比较大,根据山东威力的生产经验,常用的多向热模锻液压机的吨位有800吨、1600吨、2000吨、2500吨、3150吨、4000吨、5000吨等。多向模锻技术是一种先进精密、节能省材的锻造技术,可用于汽车、机械、石油化工、锅炉制造、航空航天、船舶等行业多面体结构件的一次成形,提高零件强度,降低生产成本,促进零件轻量化。

图片仅供参考,详情请咨询18306370979(微信同号)
多向热模锻液压机工艺步骤
1、锯切下料:将计算好重量的原材料用锯床锯开并做上标示;
2、坯料装炉加热:将原料均匀的放置加热炉内,加热至1230-1250℃,并控制保温时间;
3、压圆饼:将加热后的原料在多向热模锻液压机上锻压成制定尺寸的圆饼;
4、压制成型:利用成型模具将锻压好的圆饼压制成制定的厚度;
5、轧机轧齿:将压制成型的圆饼在轧机上利用齿轮模具与成型刀具将外圆轧制成制定的尺寸;
6、冲孔:将轧制好的齿轮放置在专用的冲孔模具上,并用专用的冲头将中心孔冲好;
7、正火处理:将冲好中心孔的齿轮利用正火处理消除内应力;
8、淬火:将正火处理后的齿轮对齿面进行淬火处理;
9、检验入库:对淬火后的齿轮在冷却状态下进行检验,并将合格的齿轮放入成品库。

图片仅供参考,详情请咨询18306370979(微信同号)
山东威力重工设计生产的多向热模锻液压机采用四柱式结构或者框架式结构,液压控制系统采用插装式集成系统,动作可靠,使用寿命长,液压冲击小,减小了连结管路与泄漏,具有调整、手动、半自动三种操作方式和定程,定压两种成型工艺规范。工作台配有液压垫,可以实现顶出、无顶出和液压垫压边三种工作循环。