联系我们
山东威力重工液压机厂家
电话:18306370979
传真:0632-5863817
邮箱:2335649508@qq.com
地址:山东省滕州市开发区春滕东路999号行业动态
胶合板成型液压机模具带料问题分析
点击量:114发布时间:2020-11-18 09:18
胶合板成型液压机模具带料是指通常情况下,上模冲头和板材不能立即脱落或完全脱落导致的。模具带料对胶合板成型液压机的影响很大,必须及时找出故障原因采取相应措施处理。胶合板成型液压机模具带料的原因如下:
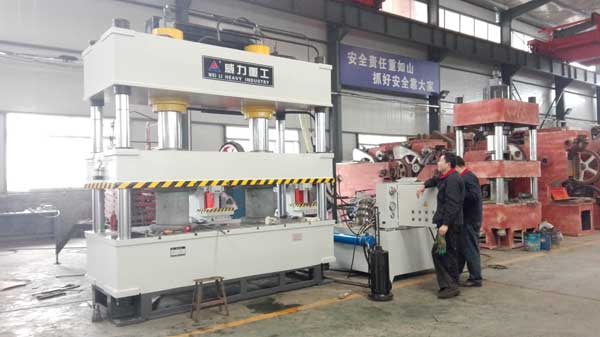
图片仅供参考,详情请咨询18306370979(微信同号)
1、送料速度过快,弹簧不太敏感。
2、长期使用模具,模具弹簧损伤,裂纹,
3、冲压模具间隙错误,冲压后废弃物反弹。
4、模具套和模具芯上下冲压时的阻力过大,无润滑。

图片仅供参考,详情请咨询18306370979(微信同号)
5、冲压板材的卸料力大于弹簧力。
6、上模切口冲压时过深。
7、上下模具刀口钝化使推料力大于退料力。
8、冲压过后带料的粉屑积压在上模卸料板上。

图片仅供参考,详情请咨询18306370979(微信同号)
图片仅供参考,详情请咨询18306370979(微信同号)
1、送料速度过快,弹簧不太敏感。
2、长期使用模具,模具弹簧损伤,裂纹,
3、冲压模具间隙错误,冲压后废弃物反弹。
4、模具套和模具芯上下冲压时的阻力过大,无润滑。
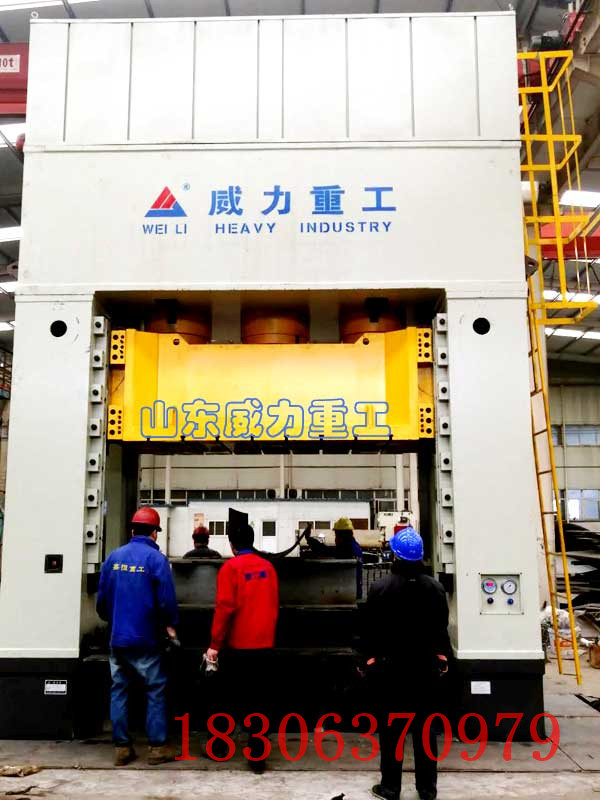
图片仅供参考,详情请咨询18306370979(微信同号)
5、冲压板材的卸料力大于弹簧力。
6、上模切口冲压时过深。
7、上下模具刀口钝化使推料力大于退料力。
8、冲压过后带料的粉屑积压在上模卸料板上。
图片仅供参考,详情请咨询18306370979(微信同号)
防止胶合板成型液压机模具带料的方法:
定期检查弹簧损坏或断裂时更换弹簧,调节模具冲压高度,关闭冲压时,冲压板材下至1~2mm,定期给模具套和模具套加润滑油,检查上下模具的间隙,研磨上下模具的切口,定期清洁模具。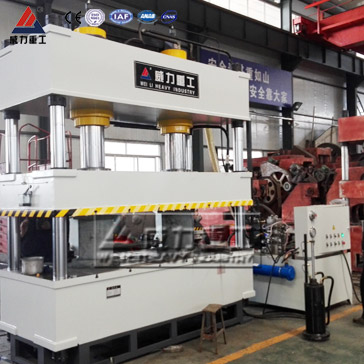






上一篇:液压机缸径和吨位的关系
下一篇:灭火器罐体成型液压机掉压怎么维修

