联系我们
山东威力重工液压机厂家
电话:18306370979
传真:0632-5863817
邮箱:2335649508@qq.com
地址:山东省滕州市开发区春滕东路999号行业动态
镁钙砖耐火材料粉末成型液压机液压软管损坏原因
点击量:136发布时间:2019-11-21 09:17
镁钙砖是以MgO和CaO为主要化学成分的镁质复合耐火材料,其主要矿物组成为方镁石和方钙石,镁钙砖具有良好的热震稳定性、良好的抗结构剥落性能和抗熔渣的渗透性能,还具有净化钢水的独特性能。
管道腐蚀是镁钙砖耐火材料粉末成型液压机液压软管损坏的最常见原因之一。当流体由于外部泄漏腐蚀机械时,会发生这种情况。为防止此问题,重要的是要确保您使用合适的软管尺寸以实现最大速度。这样可以防止泄漏,进而防止腐蚀。此外,专家建议您进行检查,以确保软管不太紧而不能流动,并且内管的磨损也不大。每条液压软管均随附工程师规格。遵循最大弯曲半径和适当的直径,以确保在组装过程中正确连接正确的软管。

图片仅供参考,详情请咨询18306370979(陈女士)
玻璃钢制品制作流程热固性模压成型是将一定量的模压料加入预热的模具内,经加热加压固化成型塑料制品的方法。其基本过程是:将一定量经一定预处理的模压料放入预热的模具内,施加较高的压力使模压料填充模腔。在一定的压力和温度下使模压料逐渐固化,然后将制品从模具内取出,再进行必要的辅助加工即得产品。

图片仅供参考,详情请咨询18306370979(陈女士)

图片仅供参考,详情请咨询18306370979(陈女士)
1、主缸运动的前三个步骤,分别是主缸的启动、主缸滑块的快速下行、还有滑块快速下行,但是除此之外,主缸的运动过程还有后续的几个步骤简单概述就是工进、保压、主缸上腔泄压和主缸回程过程。
2、镁钙砖耐火材料粉末成型液压机主缸工进过程指的是当滑块减速行进一段距离后接近工件,主缸上腔的压力将会由压制负载决定,主缸上腔的压力不断的升高,变量泵输出流量相应自动减少。当主缸上腔的压力达到先导溢流阀的调定压力时,泵的输出流量全部经阀溢流,此时滑块就会停止运动。如果当主缸上腔的压力达到所需的工作压力后,电接点压力表就会发出电信号,电磁铁就会全部失电,有关的两个阀也会顺势关闭。主缸上腔闭锁,实现保压,同时其中一个阀门开启,泵卸载。主缸上腔泄压,此时主缸上腔的压力已经很高,保压一段时间后,时间继电器发出电信号,电磁铁得电,阀门控制腔通过缓冲阀7及磁换向阀与油箱接通,由于缓冲阀的作用,阀缓慢开启,主缸上腔实现无冲击泄压,保证设备处于安全工作状态。
3、主缸回程——当主缸上腔的压力降到安全值范围内后,电接点压力表发出电信号,电磁铁全部得电,插装阀关闭,相应的会有两个阀开启,然后充液阀开启,压力油经阀进入主缸下腔,主缸上腔油液经充液阀和阀分别流回上部油箱和主油箱,主缸完成回程。主缸回程到达上端点,触击行程开关,全部电磁铁失电,阀开启,泵卸载。阀将主缸下腔封闭,上滑块停止运动。

图片仅供参考,详情请咨询18306370979(陈女士)
2.冲裁缓冲装置;
3.光电保护装置;
4.行程、压力、速度数显、数控装置;
5.触摸式工业显示屏;
6.液压系统加热、冷却装置;
7.打料装置;
8.滑块安全栓;
9.模具加热及温控装置;
10.PLC可编程控制器。
管道腐蚀是镁钙砖耐火材料粉末成型液压机液压软管损坏的最常见原因之一。当流体由于外部泄漏腐蚀机械时,会发生这种情况。为防止此问题,重要的是要确保您使用合适的软管尺寸以实现最大速度。这样可以防止泄漏,进而防止腐蚀。此外,专家建议您进行检查,以确保软管不太紧而不能流动,并且内管的磨损也不大。每条液压软管均随附工程师规格。遵循最大弯曲半径和适当的直径,以确保在组装过程中正确连接正确的软管。
图片仅供参考,详情请咨询18306370979(陈女士)
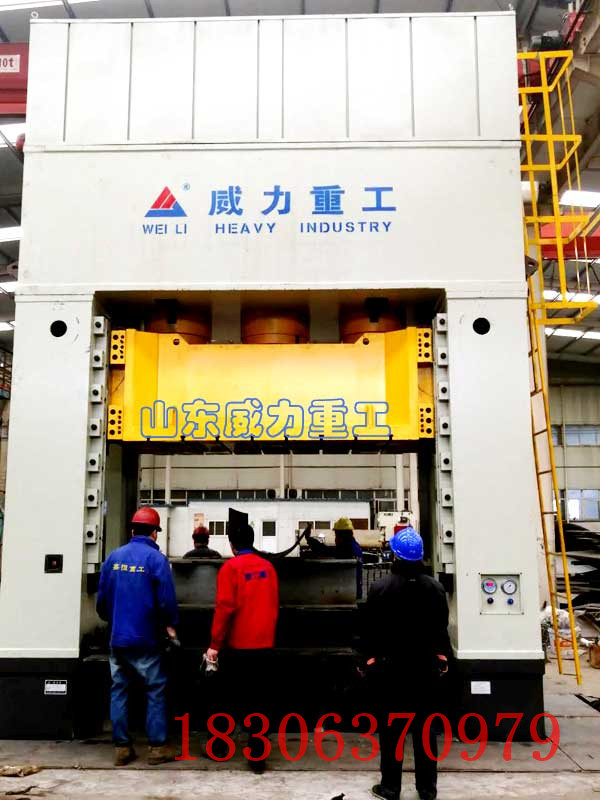
应用范围和性能:
500吨镁钙砖耐火材料粉末成型液压机加工的玻璃钢制品以玻璃钢为原料加工而成的产品,是国外20世纪初开发的一种新型复合材料,本公司根据市场需求,为您定制研发出这种玻璃钢制品的液压机,几百家的生产制造经验,请您放心选择。玻璃钢制品制作流程热固性模压成型是将一定量的模压料加入预热的模具内,经加热加压固化成型塑料制品的方法。其基本过程是:将一定量经一定预处理的模压料放入预热的模具内,施加较高的压力使模压料填充模腔。在一定的压力和温度下使模压料逐渐固化,然后将制品从模具内取出,再进行必要的辅助加工即得产品。
图片仅供参考,详情请咨询18306370979(陈女士)
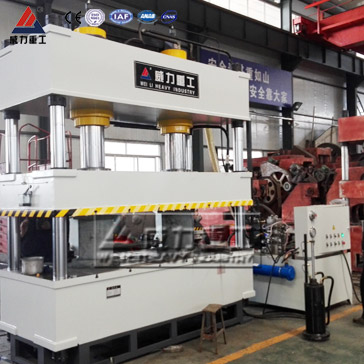
镁钙砖耐火材料粉末成型液压机主要组成部分:
1、机身
采用三梁四柱式结构,上梁、工作台通过立柱和紧固螺母、调整螺母结合成一个固定机架,机架精度靠调节螺母调整,具有良好的强度、刚度和精度保持性。2、大件
上梁、工作台、滑块等大件为钢板焊接件,经计算机优化设计,其强度、刚性、结构、防变形性等均满足标准和使用要求,且有充裕的安全系数;采用二氧化碳气体保护焊加手工电弧焊焊接,焊接质量达到要求,并消除内应力。3、滑块
箱形结构的钢板焊接件,四柱导向孔处导向套材料为QT铸铁,具有良好的耐麽性和精度保持性。滑块下平面有T形槽用于安装模具。4、上梁
箱形结构的钢板焊接件,内装有主工作油缸,上面装有充液油箱等。5、工作台
钢板焊接结构件,与上梁、滑块通过立柱连成主机。6、油缸
采用五缸设计,布置在上横梁孔内,采用双道进口密封圈密封,导向部分采用焊铜处理,密封好耐磨性强,油缸体的材料为45号锻钢,锻件为3级(GB/13315-1991)锻件经过超声波探伤检测合格,调质处理硬度合格。7、顶出装置
工作台下方有顶出装置,主要用于顶出、退料等工艺,也可用于反拉伸制件的成型工艺。8、立柱
材料为45#锻钢,经调质处理,表面镀硬铬,增加耐磨性能,硬度合格。9、螺母
材料为45#锻钢,与立柱上的螺纹相配,锁紧机身。10、限位装置
位于主机机身右侧,镁钙砖耐火材料粉末成型液压机行程开关控制上下极限位置,调节上下限位开关即调节滑块上下运动位置。图片仅供参考,详情请咨询18306370979(陈女士)
主缸运动过程分析:
1、主缸运动的前三个步骤,分别是主缸的启动、主缸滑块的快速下行、还有滑块快速下行,但是除此之外,主缸的运动过程还有后续的几个步骤简单概述就是工进、保压、主缸上腔泄压和主缸回程过程。
2、镁钙砖耐火材料粉末成型液压机主缸工进过程指的是当滑块减速行进一段距离后接近工件,主缸上腔的压力将会由压制负载决定,主缸上腔的压力不断的升高,变量泵输出流量相应自动减少。当主缸上腔的压力达到先导溢流阀的调定压力时,泵的输出流量全部经阀溢流,此时滑块就会停止运动。如果当主缸上腔的压力达到所需的工作压力后,电接点压力表就会发出电信号,电磁铁就会全部失电,有关的两个阀也会顺势关闭。主缸上腔闭锁,实现保压,同时其中一个阀门开启,泵卸载。主缸上腔泄压,此时主缸上腔的压力已经很高,保压一段时间后,时间继电器发出电信号,电磁铁得电,阀门控制腔通过缓冲阀7及磁换向阀与油箱接通,由于缓冲阀的作用,阀缓慢开启,主缸上腔实现无冲击泄压,保证设备处于安全工作状态。
3、主缸回程——当主缸上腔的压力降到安全值范围内后,电接点压力表发出电信号,电磁铁全部得电,插装阀关闭,相应的会有两个阀开启,然后充液阀开启,压力油经阀进入主缸下腔,主缸上腔油液经充液阀和阀分别流回上部油箱和主油箱,主缸完成回程。主缸回程到达上端点,触击行程开关,全部电磁铁失电,阀开启,泵卸载。阀将主缸下腔封闭,上滑块停止运动。
图片仅供参考,详情请咨询18306370979(陈女士)
可选配附件或功能:
1.移动工作台;2.冲裁缓冲装置;
3.光电保护装置;
4.行程、压力、速度数显、数控装置;
5.触摸式工业显示屏;
6.液压系统加热、冷却装置;
7.打料装置;
8.滑块安全栓;
9.模具加热及温控装置;
10.PLC可编程控制器。