联系我们
山东威力重工液压机厂家
电话:18306370979
传真:0632-5863817
邮箱:2335649508@qq.com
地址:山东省滕州市开发区春滕东路999号行业动态
汽车纵梁成型需要多少吨位的液压机?
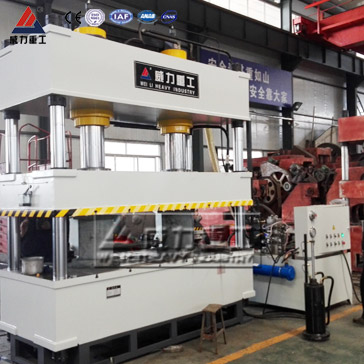
汽车纵梁是汽车上重要的承载部件,汽车边梁式车架和中梁式车架上都有纵梁,汽车纵梁通常是用汽车纵梁成型液压机冲压低合金钢而成的,断面一般是槽型,也有Z型断面或者箱型断面。根据汽车行驶的不同以及结构布置的需求,汽车纵梁可以在水平面内或纵向平面内做成弯曲、等断面、非等断面。山东威力重工曾为几个客户生产过汽车纵梁成型液压机,通常我们采用八柱十二拉杆结构的4500吨到5000吨液压机,设备横梁、立柱、滑块、移动台、液压垫全部采用优质钢板焊接后退火消除应力,所有焊缝质量优良,横梁、立柱通过12根拉杆组成封闭的结构。根据部分客户的需求,也可以使用多台液压机联动组合而成一台汽车纵梁成型液压机,一般我们采用3到4台1500吨三梁四柱液压机多机联动加工压制汽车纵梁的设备。除了汽车纵梁,这种设备还可以压制汽车横梁以及其他金属件的压制成型。

图片仅供参考,详情请咨询18306370979(微信同号)
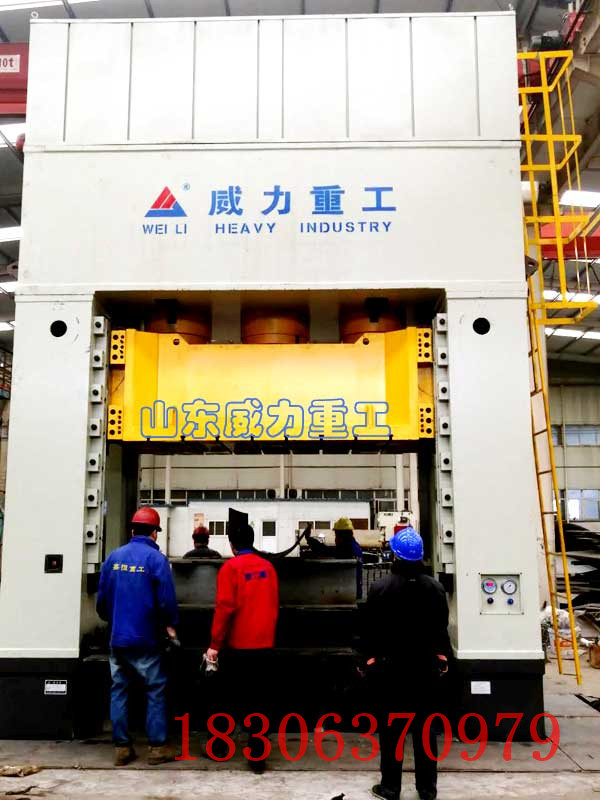
汽车纵梁在加工过程中需要先对板材进行剪切和冲孔,然后拉伸成型,梁的形状和厚度是根据汽车的结构计算的,不同的汽车结构所需要的汽车纵梁成型液压机吨位也不相同,山东威力曾为客户生产过1500吨、2800吨、3000吨、4000吨、5000吨、6000吨汽车纵梁横梁成型液压机,结构上由多机联动液压机,多柱多缸联动液压机框架式液压机。山东威力重工生产的汽车纵梁成型液压机工作压力,压制速度,行程范围均可根据工艺要求进行调整,运用旋转编码器实现滑块行程的自动反馈控制,确保滑块运行一致性,并带有液压缩紧装置。

图片仅供参考,详情请咨询18306370979(微信同号)
汽车纵梁成型液压机的工艺流程
根据孔加工和成形加工的顺序不同,现代汽车纵梁的制造工艺流程主要有以下两种:
1、成形前加工孔
典型工艺流程为:剪板机剪切落料→(等离子/激光切割不规则外形部分)→模具冲孔/数控冲孔(平板冲)→模具成形。这种工艺流程可以满足等截面和变截面结构产品的生产,效率高。孔加工方面,模具冲孔和数控平板冲孔两种方式并行存在。
2、成形后加工孔
典型工艺流程为:开卷->辊压成形-→数控冲孔(三面冲)→(弯曲)。这种工艺流程采用了辊压及三面冲等高柔性化设备,不受产品变动影响,保证各种变形产品的正常生产,这种汽车纵梁成型液压机工艺主要用在等截面汽车纵梁横梁的生产。随着纵梁辊压成形红艺及三面冲孔生产线技术的不断成熟,越来越多的汽车制造厂开始选用此类工艺流程。

图片仅供参考,详情请咨询18306370979(微信同号)
上面汽车纵梁成型液压机的两种工艺流程各有优缺点,前者操作方面,不过精度容易出现偏差,后者可以保证精度,但是加工工艺要复杂不少。