产品中心
联系我们
山东威力重工液压机厂家
电话:18306370979
传真:0632-5863817
邮箱:2335649508@qq.com
地址:山东省滕州市开发区春滕东路999号四柱液压机
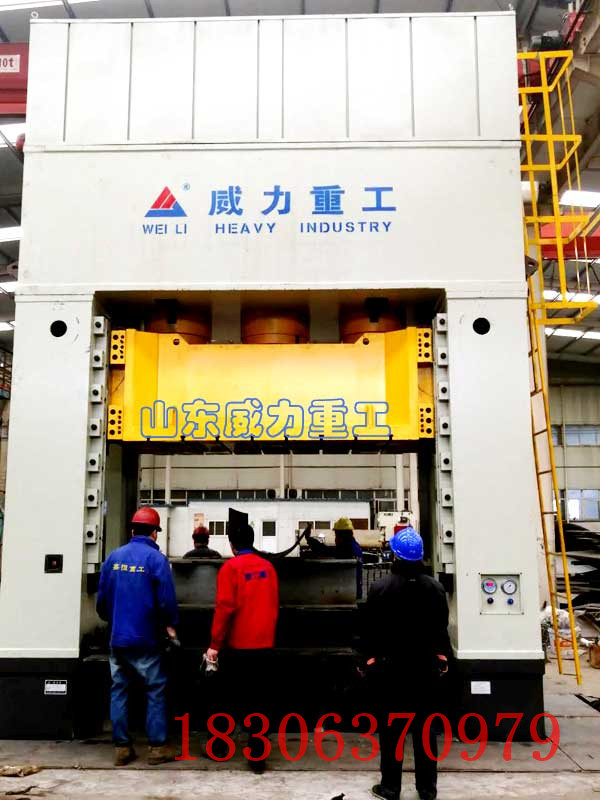
汽车长轴热锻成型液压机
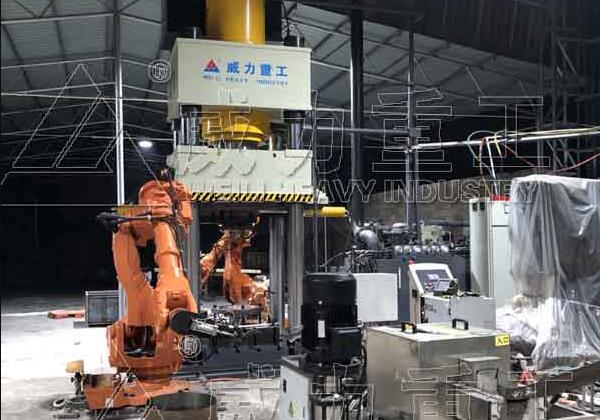
汽车上很大一部分零部件都属于锻件,长轴便属于其中之一,汽车长轴的加工一般需要用到热锻液压机,山东威力设计了一款汽车长轴热锻成型液压机,可以用于金属材料的轴类锻件、筒类锻件的热模锻成型工艺,设备采用三梁四柱结构,根据需要也可以选择框架式结构,可以配机械手完成自动化加工生产。可实现锻造、保压、顶出等多种功能,能在任意位置输出全部功率和保持所需压力,满足多种工艺需求。

图片仅供参考,详情请咨询18306370979(微信同号)
威力重工设计的这款汽车长轴热锻成型液压机速度快、模锻成型精度高,可通过大的压力、长的保压时间、慢的变形速度来改善变形材料的致密度,用细化材料晶粒来提高轴类锻件的综合性能,提高整个锻件的变形均匀性。可以根据客户的需要为客户定做500吨、630吨、800吨、1000吨、1500吨、2000吨等各种吨位的液压机设备。
图片仅供参考,详情请咨询18306370979(微信同号)
汽车长轴热锻成型液压机完成锻件产品的基本工序:分为拔长、镦粗、冲孔、弯曲等。
拔长:也称为延伸,它是使坯料横断面积减小、长度增加的锻造工序。
镦粗:是使毛坯高度减小,横断面积增大的锻造工序。
冲孔:是利用冲头在镦粗后的坯料上冲出透也或不透孔的锻造方法。
弯曲:采用一定的工模具将毛坯弯成所规定的外形的锻造工序。

图片仅供参考,详情请咨询18306370979(微信同号)
汽车长轴热锻成型工艺步骤
1、加热:将直径为50~100mm、长度为500~1000mm的铝合金坯料进行加热至300~450℃,保温1.5~3小时;
2、镦粗:将加热后的铝合金坯料进行镦粗,镦粗的压下量为坯料的10~15%,然后通过侧压对镦粗后的坯料进行修整,侧压下压量为3~8mm,得到镦粗坯料;
3、镦粗锭坯出炉后,对其进行锭开坯,整体拔长为圆形坯,圆形坯的长度为镦粗 锭坯长度的1.2~1.6倍,圆形坯回炉加热升温至160~220℃,保温1~1.5h ;
4、对圆形坯进行拔长,拔长压下量在4~9mm,使圆形坯在轴向上按直径大小交替呈现大辊颈和小辊颈;将轴锻件进行空冷,切除余量并进行打磨。

图片仅供参考,详情请咨询18306370979(微信同号)
算料与下料是提高材料利用率,实现毛坯精化的重要环节之一。加热的目的是为了降低锻造变形力和提高金属塑性。但加热也带来一系列问题,如氧化、脱碳、过热及过烧等。准确控制始锻及终锻温度,对产品组织与性能有极大影响。锻造成形是在外力作用下产生的,因此,正确计算变形力,是选择汽车长轴热锻成型液压机、进行模具校核的依据。对变形体内部进行应力应变分析,也是优化工艺过程和控制轴锻件组织性能所不可缺少的。

图片仅供参考,详情请咨询18306370979(微信同号)
汽车长轴是金属在固态加热后通过锻压成形的。它要求金属要有良好的热塑性,一般轴锻件均为钢件,它的强度高、塑性好,适合于制造受力大,要求高的重要零部件。山东威力可根据轴锻件的特点,设计多种结构吨位,满足工艺需求的汽车长轴热锻成型液压机。公司在热锻成型液压机设计制造上有丰富的经验,设计生产有汽车锻件成型液压机、车轮锻件液压机、环形锻件成型有机、轴类锻件模锻液压机、筒体锻件锻造液压机、齿轮锻件锻造液压机、不锈钢锻件热模锻液压机、大型法兰热镦锻液压机等。采购定做汽车长轴热锻成型液压机欢迎致电公司陈经理:18306370979(可加微信)